



Measuring For Air Compressor Energy Efficiency: What to Track, Why It Matters, What to Do Next
January 28, 2026
Air Compressor Reliability: What Readings Should You Be Watching?
February 11, 2026Lowering Compressed Air Costs: Three Key Metrics to Watch
Kaishan USA | February 4, 2026 | Uncategorized

Your workers may say they are not getting enough pressure to power their grinding equipment. But boosting the pressure at the compressor adds cost and probably won’t work.
One of the most dangerous misconceptions that undermines cost-effective operation of compressed air systems is the belief that compressed air is free.
And that belief results in some wasteful and even harmful ideas: Blow some compressed air to clean your workspace!
The list of noxious ideas that float around a typical workshop is endless. And it makes compressed air management a nightmare.
Compressed Air Is Definitely NOT Free!
So, first and foremost, compressed air users need to counter that argument and make sure their team understands that compressed air is definitely not free!
Management of a compressed air system requires diligence and close attention to key measurements that provide important insights into its operation.
We’ll start with an obvious one that has widespread implications: energy consumption.
Key Metrics for Air Compressor Cost Efficiency
| Metric | Key Idea |
|---|---|
| 1. Energy Consumption | Checking how many kilowatt hours your system consumes every month maybe your first indication that you’re wasting energy. |
| 2. Percentage of Load Hours vs. Run Hours | If load hours are less than 50% of run hours, you’re wasting money. |
| 3. Header Pressure | Set your compressed air system at the lowest pressure possible. |
Metric No. 1: Energy Consumption
In our thousands of visits to facilities across the country, we’ve found that the largest electricity consumers in most plants are air compressors. Depending on the industry and process, air compressors can account for up to 30% of a typical plant's electricity consumption, according to the U.S. Department of Energy.
As a result, checking your system’s energy consumption may well be your first indication that you’re wasting energy—from air leaks and inflated header pressures to cleaning workspaces. And any wasted energy comes right off the bottom line.
It’s called “artificial demand.” And there’s a cost associated with every use, whether it’s planned or not.
We’ve seen too many instances where a facility manager said a compressor “just wasn’t keeping up.” Then an air audit uncovers a variety of off-the-books uses—someone tapping into the air supply to cool a product emerging from a hot oven or to clean up their workspace.

Removing debris from a work product may be an authorized use, depending on the application. But many other uses? Not so much.
All too often, we’ve found that most unnecessary compressed air use stems from companies using the wrong technology…
- Keeping a valve cracked open to drain condensate, for example, rather than using a zero-loss drain.
- Cooling off a product with compressed air, when a low-pressure blower or fan would suffice.
Some use compressed air for breathing systems. We’ve seen workers cool themselves off with compressed air. That’s expensive and dangerous.
Artificial Demand Makes It Hard to Manage Compressed Air Costs
Beyond the energy waste and air compressor cost-efficiency issues, layering in too many extraneous uses creates a false impression of your needs. If you have too many of these “fixes,” it’s tough to know how much air flow and even pressure you really need.
Artificial demand makes the facility manager’s life more difficult. How can you manage a resource when you can’t control how it’s used?
Our advice: check your energy consumption regularly. At least monthly. And if there’s any significant change, investigate immediately by calling in your compressed air consultant.
The next stat you’ll want to look at is the ratio of load hours to run hours.
Metric No. 2: Percentage of Load Hours vs. Run Hours
If load hours are less than 50% of run hours, you’re probably wasting money.
Most compressor control screens show two important stats:
- Run hours, the amount of time your compressor is on
- Load hours, the number of hours your compressor is performing work
If the load hours are less than 50% of the run hours, your compressor is idling too much. It’s simply running to keep the oil moving. So the energy it consumes is wasted. More money down the drain.
Even more importantly, when your compressor is in unload mode, you lose the heat of compression. Water will condense out of the oil because there’s no heat to evaporate the condensation. And there’s an additional risk of low oil pressure and bearing damage in poorly maintained machines.
As a result, no manufacturer wants you to run your machine idle. If your machine is idling too much, it could indicate a more serious problem: that your compressor is oversized for your application. Learn more about “Demystifying Air Compressor Sizing.”
Once again, you’ll want to bring in a compressed air professional. You’ll not only save money, but also avoid costly downtime.
And while you’re monitoring run time, you’ll want to pay attention to your service intervals. Trust us, you don’t want to defer maintenance; those short-term savings will cost you dearly in the long run.
The last important air compressor cost-efficiency measurement is header pressure.
Metric No. 3: Header Pressure
All too often, companies boost the pressure in their system when they notice a pressure drop at the more distant applications they’re servicing. That almost always causes more problems than it solves.
Here's why artificially boosting your compressor system pressure is always costly and usually counterproductive:
- Wasted energy. Most companies set their header pressure to accommodate the highest requirements in their shop, usually around 90 PSIG. But all too often, we see plants set their header pressure at 100, 110 or even 120 PSIG, then use regulators to bring the pressures down for individual tools. However, if you set your compressor to supply 110 PSIG to every application, you’ll need to lower that pressure at almost every use. That’s incredibly costly—the Compressed Air and Gas Institute estimates that every 2-PSIG increase in pressure increases energy cost by 1%. The goal is to maintain your compressed air system at the lowest pressure possible. Find out how in our blog post, “Five Questions You Need to Answer to Get Compressed Air Header Pressure Right.”
- Short Cycling. Setting the header pressure too high is one of the leading causes of short cycling, also known as rapid or fast cycling. Rapid cycling happens when you’re constantly turning your compressor on and off, loading and unloading. And it can be devastating to your compressor, causing extra wear and tear on the motor, valves, bearings, and other internal parts; overheating; moisture and oil carryover; wasted energy; additional maintenance; and a shorter lifespan for both the oil and your compressor. All of which cost you more.
- Leaks. Setting the header pressure too high can worsen leaks. Every time you increase the header pressure, more air escapes from the system through small gaps in the piping or connections. And the increased volume rushing through the gaps makes those leaks even larger over time. Specifically, increasing header pressure from 100 PSIG to 125 PSIG is a 20% increase in pressure, which directly correlates to a 20% increase in leak flow. If you need help, read our post on fixing leaks.
- Worsened Pressure Problems. Setting the header pressure too high rarely works. Because of the inverse relationship between pressure and flow, increasing the pressure at the compressors actually reduces the flow, worsening the situation at end-use applications. Here’s why: It’s the flow that is reduced as you deliver air to end-use tools, not the pressure. So, the problem almost always is not with the system pressure, but with the flow. In fact, a study by the Energy Efficiency Center at Oregon State University showed that reducing header pressure from 112 PSIG to 105 PSIG lowered energy consumption in a test system by 41,986 kWh per year, resulting in annual savings of $2,985.
And all those regulators you set to reduce the pressure will now have to reduce it by an additional 5 PSIG. The result is less compressed air volume (and lower pressure) at the end of the line. So you get less flow and more cost.
Your maintenance team will likely not believe it, but the best way to increase pressure at the end of the line is often to reduce it at the air compressor. That boosts CFM and delivers more air flow to the tool. And it’s at the correct pressure.

Regulators help control the air pressure going to an end-use application—and that’s good. However, they waste energy, and having too many regulators may indicate you could save significantly by reconfiguring your compressed air system.
In short, anytime your system operates at a higher pressure than your facility requires, you’re creating artificial demand and wasting air, according to CAGI.
So, while you should pay attention to energy consumption, load hours as a percentage of run hours and header pressure, there’s one important number you’ll want to view with caution.
Initial Cost: The One Metric You Should Not Focus On
Most companies today find that the sticker price is less than 20% of the total cost of ownership of a compressor. This finding is supported by a U.S. Department of Energy study from 2000 that found the cost of buying and installing an air compressor accounted for only 12% of lifetime costs, with electricity gobbling up 76% of the total cost of ownership. Maintenance costs made up the remaining 12%.
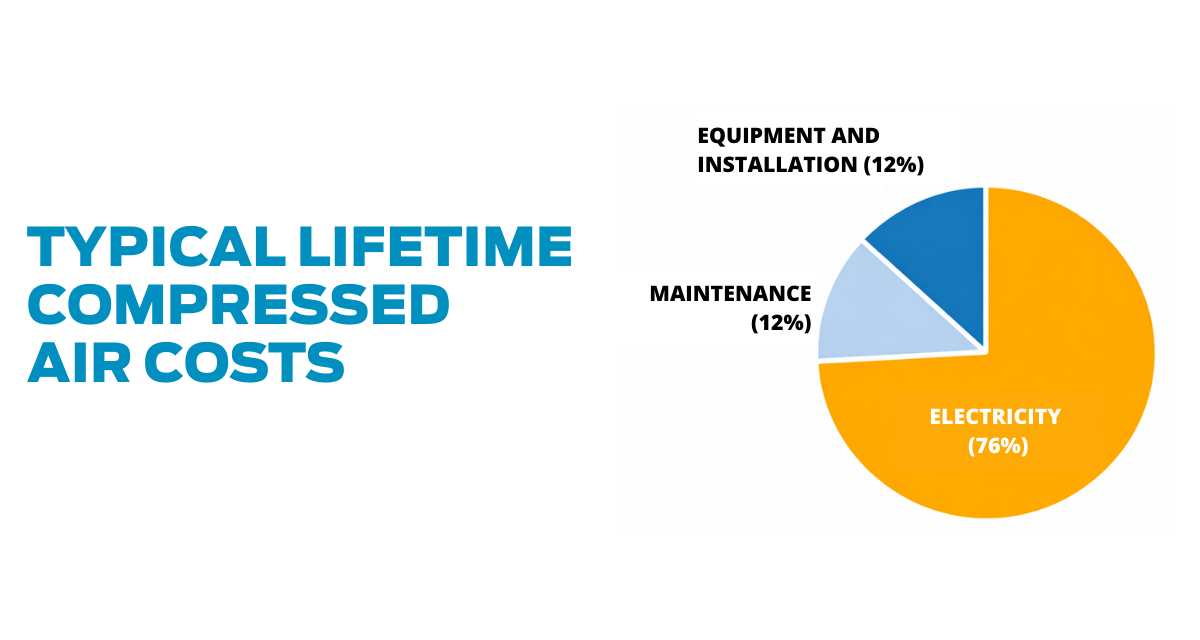
According to the U.S. Department of Energy, the initial expense to acquire and install the equipment is only 12% of the lifetime cost. On the other hand, electricity makes up 76% of a compressor’s total cost of ownership.
Clearly, focusing on initial cost while ignoring energy efficiency, maintenance costs and equipment longevity is short-sighted. As shown, they dwarf the sticker price by a wide margin. For the ultimate in energy efficiency, consider our KRSP2 two-stage rotary screw air compressor, equipped with a variable-speed drive.
Once again, your compressed air professional can help you run the numbers. And even give you an estimate for consumables and major repairs over the first five or 10 years of ownership.
For more on lifetime costs and total cost of ownership, see our blog post, “Six ‘Gotchas’ That Turn Low Sticker Prices into High Lifetime Costs.”
Getting Help with the Numbers
Most companies need help setting up effective metrics to achieve their air compressor cost-effectiveness goals. That’s why we partner with a nationwide network of independent distributors, who can offer expert guidance, faster response times and personalized support tailored to your needs.
With factory-trained technicians and a deep understanding of industrial applications, our distributors help maximize efficiency and minimize downtime.
So, when you buy through our distributor network, you're getting more than a product—you're getting a local partner who cares about your business and wants it to succeed. They don't just sell compressors—they build relationships, ensuring you get the right system, reliable service and quick access to parts when you need them most.
Key Metrics for Air Compressed Cost Efficiency
- Metric No. 1: Energy consumption. Check how many kilowatt hours your system consumes every month.
- Metric No. 2: Percentage of load hours vs. run hours. If load hours are less than 50% of run hours, you’re wasting money.
- Metric No. 3: Header pressure. Set your compressed air system to the lowest possible pressure.
Let Us Help
Getting the right metrics to measure the cost-effectiveness of your compressed air system is critical to all the processes that rely on it. If you need help, get in touch with the experts at Kaishan. Contact us today.
Frequently Asked Questions
Listen to the Podcast Version



Why Compressed Air Ain’t Free — and Where the Money Really Goes
Welcome back, everyone! You’re listening to The Big Dog Podcast. I’m Jason Reed, and today we’re gonna talk about everybody’s favorite fantasy on the plant floor: that compressed air is free.Yeah, if I had a dollar for every time someone acted like air was free, I could probably buy every compressor in the building.
Right? Look, if you take one thing from this episode, it’s this: compressed air is actually one of the most expensive “utilities” in your plant. The Department of Energy has said in a lot of facilities, compressors can suck up close to 30% of your total electricity.
So, out of your whole power bill, almost a third can be going into that compressor room. And when you zoom out over the life of the machine, the numbers get even uglier.
Yeah. Rough rule of thumb: maybe 12% of the lifetime cost is buying and installing the compressor, about 12% is maintenance, and roughly 76% is the electricity to run it. So three quarters of what you spend is just feeding it power.
Which means all those “little” habits around air use aren’t little at all. Let’s talk about artificial demand, because that’s where a lot of money just evaporates.
Artificial demand is basically any use of compressed air that didn’t need to be compressed air, or is driven by you running higher pressure than you really need. So, like, blowing off workbenches. Cleaning dust off your clothes. Cooling product when a fan or low-pressure blower would do.
Or my favorite: somebody taps into the header to cool themselves down in August. I’ve seen folks literally hose their shirt with compressed air. It feels great for them; it’s a nightmare for your power bill and your safety manager.
Then you’ve got the “cracked open” stuff. A manual drain valve somebody leaves barely open to get rid of condensate, instead of using a zero-loss drain. That tiny hiss? That’s your money leaving the building 24/7.
And breathing air setups where the system was never really designed for that, so you run higher pressure, add more demand, then everyone complains the main tools are starving. The root cause is usually the way air’s being used, not that the compressor “won’t keep up.”
Exactly. You pile enough of those uses on, and you get a totally distorted picture of what the plant actually needs. Your demand looks huge on paper, but a chunk of it is just waste from habits and high pressure.
So if compressed air is this expensive, and artificial demand is inflating the bill, what can people realistically watch without turning into full-time air auditors?
We’re gonna keep it simple. Think of a three-gauge dashboard for your compressed air costs. Metric one: energy consumption. That’s looking at kilowatt-hours on the power bill or meter and watching the trend.
Metric two: the ratio of load hours to run hours on the compressor controller. Basically, how much of the time is the machine actually doing useful work versus just idling and burning power.
And metric three: header pressure. What pressure are you actually running the system at? Not what a single tool says it needs, but what the whole plant is set to.
If you can keep an eye on those three—energy use, load versus run hours, and header pressure—you’re a long way toward getting control of both cost and reliability.
Yeah, this isn’t about turning you into a compressor nerd. It’s about giving you three numbers you can throw on a whiteboard and know if the system’s drifting the wrong way.
Metrics 1 & 2 — Energy Consumption and Load Hours vs. Run Hours
Alright, let’s dig into metric number one: energy consumption. If you’re a maintenance or plant manager, what do you actually look at here?Step one, grab your power bill or your energy monitoring system and look at the kilowatt-hours tied to the compressor, if you can break it out. If you can’t, at least track overall plant kWh and note when major air changes happen—new lines, new shifts, that kind of thing.
And you’re not just looking at the absolute number once. You want the trend, right? Month to month, is compressor energy climbing faster than production?
Exactly. If production’s flat but your compressor kWh jumps, that’s a red flag. Could be leaks, could be people using air for cleanup, could be someone bumped the header pressure up “just to be safe.” All of that shows up as extra energy.
And if you see a sudden step change—like you’re cruising along and then one month it’s noticeably higher and never comes back down—that’s a good time to bring in a compressed air pro for an audit.
Yeah, don’t wait three years hoping it fixes itself. A basic air audit can find those off-the-books uses we were talking about—cooling a product with compressed air instead of a blower, or a new area where everyone’s blowing parts off with open nozzles.
Okay, metric number two: load hours versus run hours. If you walk up to a modern compressor controller, what are you actually looking for?
Most controllers will show “total run hours,” which is how long the machine has been on, and “total load hours,” which is how long it’s been under load, actually making air. You can also look at those between service intervals to get a recent picture.
And the rule of thumb from the blog was, if load hours are less than 50% of run hours, that’s a problem, right?
Yeah. If your machine is loaded only, say, 40% of the time and idling 60%, that means most of the time it’s just spinning to keep oil moving. You’re paying for power but not getting air out of it.
And it’s not just a cost issue. Idling has some nasty side effects inside the machine.
For sure. When it’s unloaded, you lose the heat of compression that normally helps keep moisture out of the oil. So water can condense in the oil circuit, which is bad news for bearings, bad for lubrication. On poorly maintained machines, you can see low oil pressure and accelerated wear.
So if you see low load hours relative to run hours, what’s that telling you about your system?
One big hint is oversizing. The compressor might just be too big for the actual demand. Or you’ve got multiple units sequenced badly so one is always loafing. Either way, you’re burning energy and risking reliability for no reason.
This is where it helps to have a compressed air specialist look at your profile and maybe right-size the equipment or tweak the controls. And while you’re watching those hours, you also don’t wanna play games with maintenance intervals.
Yeah, don’t say, “Well, it’s mostly idling, so I’ll stretch the oil change.” That’s backwards. Idling can be harder on the oil. Stick to the manufacturer’s intervals. And plan to do a more formal audit every couple years, or anytime you add a big new air user or change shifts.
So to tie it together: metric one, watch your kWh and chase any unexplained jumps. Metric two, make sure your load hours are at least roughly half of your run hours. If they’re not, you’re likely oversized, wasting energy, and potentially shortening machine life.
And when those two metrics look wrong, that’s your cue to stop guessing and call in somebody who does compressed air all day. They can help you sort out leaks, misuse, and sizing before it turns into downtime.
Metric 3 — Header Pressure, Artificial Demand, and the Sticker-Price Trap
Alright, last metric on our little dashboard: header pressure. This is the one where I see the most “quick fixes” that actually make things worse.Yeah, the classic move: operators complain they don’t have enough pressure at the tool, so someone goes back to the compressor room and cranks the setpoint up 5 or 10 psi.
And then wonders why the power bill goes up and the problem at the end of the line doesn’t really get better. Here’s the thing: organizations like CAGI will tell you, every 2 psi you bump pressure costs you about 1% more energy.
So going from, say, 100 to 110 psi is roughly 5% more energy. You’re paying more, but your wrenches at the far end still might be starving because the real issue is flow, piping size, or restrictions.
Right. Plus, that higher pressure makes leaks worse. If you jump from 100 to 125 psi, that’s about a 20% pressure increase, and leak flow goes up roughly the same amount. Little pinholes turn into real holes over time with that extra force.
And it can drive rapid cycling too—load, unload, load, unload—what people call short cycling. That beats up motors, valves, bearings, and your oil. You get more maintenance, more heat, and a shorter machine life.
There was a case from an efficiency study where just dropping header pressure from around 112 psi to about 105 saved on the order of forty thousand kilowatt-hours a year, and almost three grand in cost. That’s a tiny pressure change for a lot of money.
The part that trips people up is this pressure-versus-flow relationship. When you crank the pressure up at the compressor, you’re not magically creating more useful air at the tool. You’re actually reducing the flow capacity of the system and increasing losses, so the far end can see less flow and lower pressure under load.
Exactly. And every regulator in the plant now has to knock down even more pressure, which just wastes more energy. So the best way to help the end of the line sometimes is to lower pressure at the compressor, fix leaks, and clean up the piping so you can move more CFM at the right pressure.
So the goal with header pressure is simple: run the system at the lowest pressure that still consistently meets your real needs. Not the “just in case” number someone picked five years ago.
Now, before we wrap, we should hit one more mindset shift: stop obsessing over sticker price. That upfront quote on a new compressor feels big, but like we said earlier, DOE-style numbers put equipment and installation at maybe 12% of lifetime cost.
Another 12% is maintenance over the years, and the giant slice—roughly 76%—is electricity. So buying the cheapest, least efficient machine to “save money” is kinda like buying the cheapest truck you can find and then getting nailed on fuel forever.
Yeah, you win once on day one and lose every single month after that. If you zoom out over 10 years of operation, energy efficiency, proper sizing, and good controls matter way more than the initial discount.
That’s also where working with a good distributor or compressed air pro helps. They can help you set the right header pressure, trend your energy use, look at load versus run hours, and put real numbers to total cost of ownership instead of guessing.
And they’ll help you plan audits every few years, or when production changes, so you’re not flying blind. You end up with a small set of metrics on the wall instead of constant fire drills in the compressor room.
Alright, quick recap. Compressed air isn’t free; it’s one of your most expensive utilities. Watch three things: energy consumption, load versus run hours, and header pressure. Keep artificial demand in check, and don’t let sticker price blind you to lifetime cost.
If you’re listening to this in the maintenance office, maybe grab last month’s bill and your controller readings and start that dashboard. And if the numbers don’t look right, that’s your sign to bring in some help.
We’ll keep digging into this stuff in future episodes—leaks, audits, all of it. Jason, thanks for hanging out in the doghouse with me today.
Always. This is Jason Reed.
And I’m Lisa Saunders. Thanks for listening to The Big Dog Podcast. We’ll catch you next time.
