
Air compressor capacity control is the approach we use to match an air compressor’s output to the demand side, or the total needs of production.
Some approaches are mostly mechanical, but newer techniques use sophisticated electronics. All are designed, however, to do the same things: improve efficiency, conserve energy, reduce waste and lengthen the life of your equipment.
Let’s review the different industrial air compressor control systems currently in use today. We’ll start with the simplest, start/stop.
Start/Stop
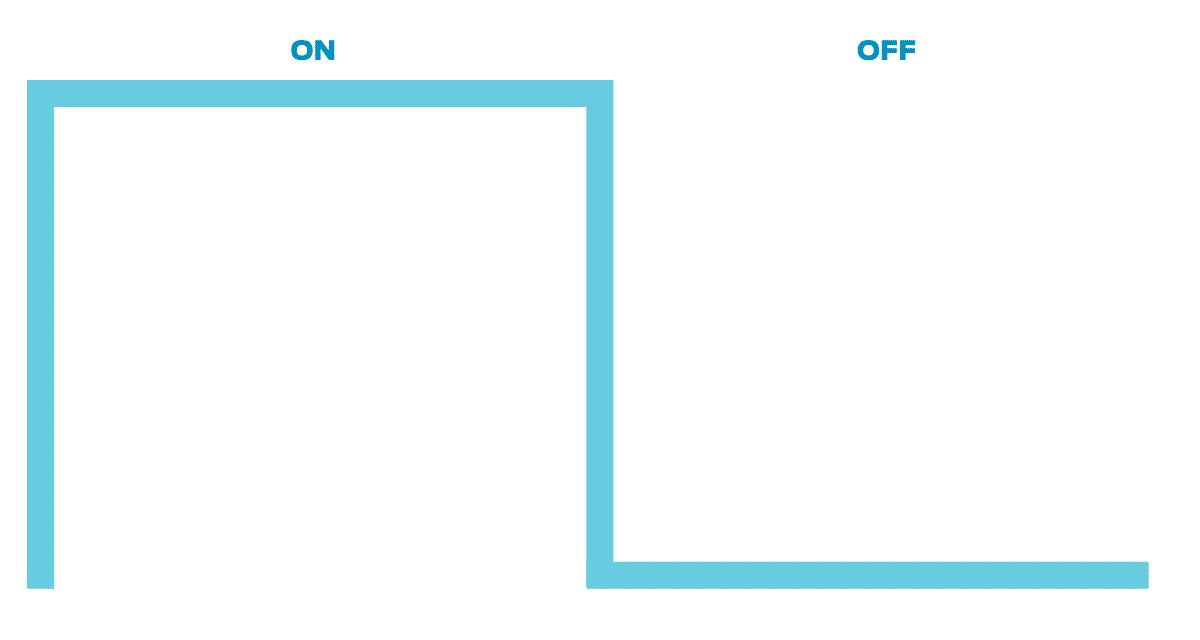
Start/stop control is pretty basic. It’s either on. Or it’s not. It’s really that simple. The discharge pressure activates a pressure switch, turning the unit on and off.
You can use start/stop control when you have low duty cycles. But you don’t want to use this mode if your unit will be turning on and off frequently, which can lead to rapid cycling (also called short or fast cycling). Your motor will overheat and, because the airend does not stay hot long enough, moisture will condense. That’s not a good thing. Start/stop or continuous run may be required to unload the pump, allowing it to freewheel, reducing the number of motor starts.
Start/stop is typically used on small reciprocating compressors. More sophisticated controllers limit the number of starts per hour to prevent motor damage.
The next choice is load/no load.
Load/No Load
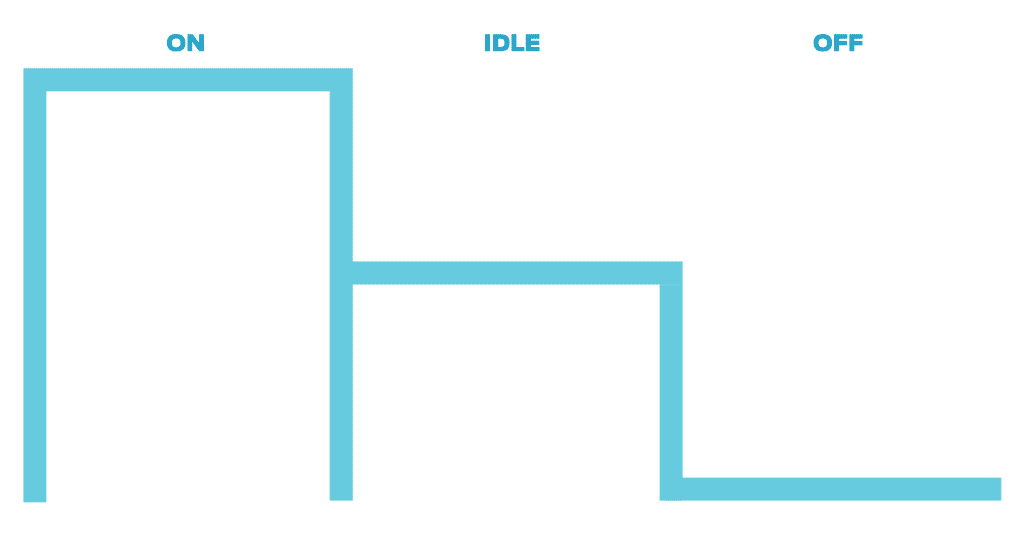
Load/no load has three different phases of operation. During the load phase, the inlet valve is fully open, producing the maximum level of compressed air. During the no load phase, the inlet valve is closed, and the motor on a fixed-speed unit still spins at full speed. The compressor is not producing air. It simply idles, shutting off if it continues to idle for 10 minutes.
The load/no load approach works well when you have a unit running at or near full capacity 24/7. A good example is a base-load unit in a multi-compressor system. That’s the good news.
The bad news is that when your compressor is unloaded or idling, it’s at its most inefficient. An idling unit will draw up to 40% of the power it uses at full load. And you have a significant risk of short cycling if your compressor turns on and off too frequently. How many is too many? To find out, read “How Often Should an Air Compressor Cycle?”
In short, load/no load is the most inefficient control option and can result in compressor damage when used without flow control and adequate storage. We’ll discuss both topics later.
Another option for air compressor capacity control is inlet modulation.
Inlet Modulation
Modulation takes the next step, changing the amount of air your compressor processes by opening or closing its inlet valve. So, there are four modes: full load, no load, off and partial load—between 20% and 99%.
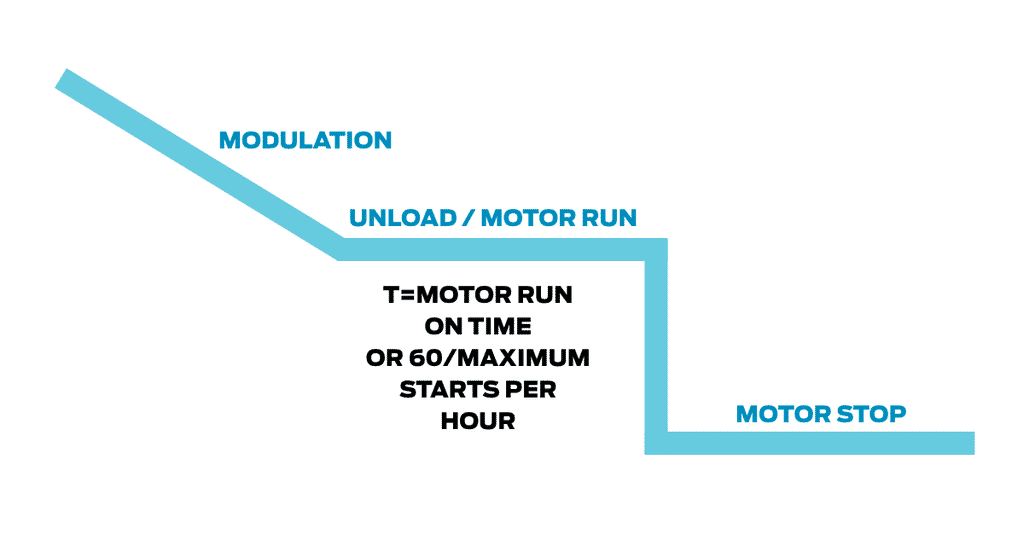
Unfortunately, partially closing the inlet valve to restrict flow creates a vacuum at the inlet, increasing the horsepower required to compress the air. So, it’s not very efficient at partial loads.
The good news is that modulation protects your compressor from the hazards of short cycling. While there is energy loss, pressure drop and slight inefficiencies during operation, these occur only for short periods. So, the energy loss is minimal.
Modulation is a very reliable method of air compressor capacity control for rotary screw compressors, which are designed to run 24/7. It’s the control mode of choice for applications like drilling rigs, where simple, reliable operation takes priority over energy consumption. Plus, it is absolutely necessary when the compressor is not properly sized and lacks sufficient storage capacity.
For more on modulation, read our white paper, “Why We Have to Stop Trashing Air Compressor Modulation.”
Next up, the variable capacity/displacement airend approach.
Variable Capacity/Displacement Airend
The variable capacity/displacement airend approach includes several different types of controls, including turn, spiral and poppet valves. It uses bypass ports or other methods to change the size of the compression chamber as your compressor moves from fully loaded to partially loaded.
The unit thus compresses only the air that is needed, avoiding the inefficiencies of modulation. At 81% capacity, for example, a variable-capacity compressor consumes only 83% of full-load power, significantly better than the 96% power consumption of a modulating compressor.
One drawback is that the valves can become stuck, causing the unit to lose pressure. It reduces motor speed and airflow, which can cause the unit to overheat. The only way to determine that is to measure the amperage the compressor is using.
Finally, there are variable-frequency/variable-speed drives.
Variable-Frequency/Variable-Speed Drives
VFDs and VSDs are electronic components that adjust the speed of your air compressor’s motor, based on input from sensors throughout your system.
The VFD/VSD adjusts the motor speed to match the compressed air demand, delivering several significant benefits. The main benefit, of course, is energy savings: the Compressed Air and Gas Institute (CAGI) reports that VFD/VSDs can reduce energy use by about 33% in the right application.
VFD/VSDs also offer excellent turndown capability and stable header pressure, within 1 PSIG. They provide soft starts and stops with very little inrush current. They are almost tailor-made to serve as a trim compressor in a multi-compressor system. They are the most energy-saving compressed air controls.
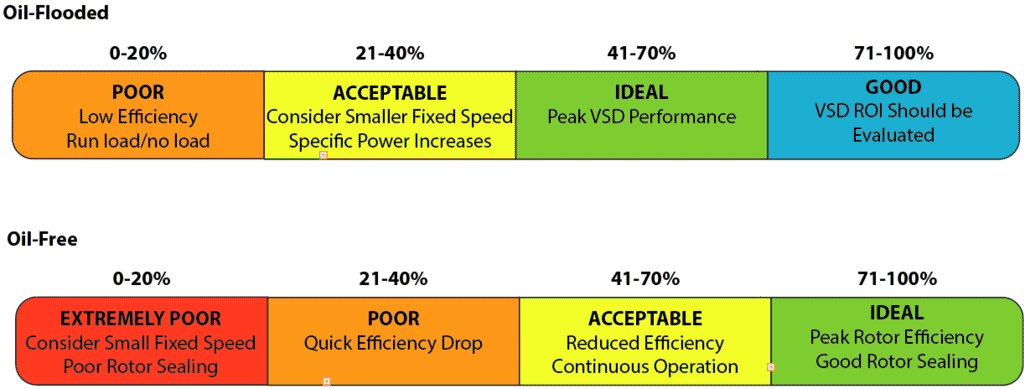
They aren’t for everyone, however, with oil-flooded VFD/VSDs giving acceptable performance from 21%-40% and ideal performance at 41%-70%. And oil-free units rated acceptable at 41%-70% and ideal at 71%-100%.
Recommendations at Each Capacity Level
In addition, dirt and dust can clog a VFD/VSD’s air-cooling passages, leading to overheating and shutdowns. High ambient temperatures can stress components and shorten life. And wet environments invite corrosion.
Another option for controlling your entire compressed air system is network control.
Networking Multiple Compressors
In network control, the goal is to link all compressors and maintain a consistently low pressure throughout the system. Usually, you can only network compressors from the same manufacturer without an aftermarket controller. They are organized as a multi-compressor system with base-load, trim and backup units.
Many compressed air users have turned to system master controls to network air compressors (from different manufacturers) throughout their plants, operating them in a preprogrammed sequence.
Properly configured, these advanced controls can allow you to operate your compressed air supply within a relatively tight band, as low as +/-2 PSIG, avoiding the inefficiency of cascading multiple compressors at staggered pressure levels (and a wider pressure band). And that’s great news both in operating costs and energy use.
But all too many plant people have come to think of these advanced controls as a “fix it and forget it” recipe for their compressed air system. Unfortunately, not so much.
It’s easy to construct a scenario in which that strategy comes undone. Suppose you had an unanticipated failure in one of your lead compressors, just when you were at the bottom threshold of your supply band. That could easily result in a rapid drop in your supply pressure.
And during the time it takes for a standby compressor to come online, run its protocols and begin contributing air, the supply pressure could continue to decline rapidly.
Because the event occurs when pressure is at the bottom of the band, critical processes begin to approach automated shutdown mode. The lost production that results could be very costly.
The use of a pressure-flow control system could prevent that by connecting the supply and demand sides of the system and maintaining the energy balance at an optimal level.
Pressure-Flow Control
In the scenario mentioned above, a pressure-flow control system would release supplemental air from an air receiver tank to sustain production. There would be no pressure dip, and your production people might not even be aware that a problem had occurred. As a result, we recommend that most of our customers use some form of flow control.
So, while the system master controls constantly readjust the discharge pressure at the compressor, the pressure-flow control monitors the air pressure at the control valve, releasing air from the receiver tanks as needed to keep the system stable. It thus buffers the compressors from the ups and downs of system demands.
Users can maintain air pressure throughout their plant at the lowest optimal level, reducing discharge pressure on their compressors and cutting energy use and costs.
Pressure-flow control thus allows system master control to deploy compressors in the most efficient sequence, with the combination of the two approaches in one example saving about 20%.
In essence, it’s the flow controller, drawing from the storage tank, that maintains system pressure, while the compressor maintains pressure in the tank. This arrangement recognizes that a compressor can’t respond quickly enough to maintain system pressure.
But to make flow control work, you need compressed air receiver tanks.
Compressed Air Receiver Tanks
Most of the control techniques mentioned above require appropriately sized storage tanks. It’s a best practice to have both wet and dry storage to remove moisture and maintain stable header pressure for these fast events.
If you don’t have enough storage, your compressor may begin rapid cycling, especially if there’s sudden demand—all your end users are calling for air at the same time. That’s why the Compressor Air and Gas Institute says you need eight to ten gallons of storage for each CFM of flow from the largest compressor.
And there really isn’t storage unless there is a pressure difference between the tank and the demand side. You need a flow control valve to manage that.
Some companies think they don’t need storage with a VFD/VSD compressor. But that’s not true. A compressor can’t respond to demand quickly; you still need storage to create a buffer.
For more information on storage and compressed air receiver tanks, read our blog post, “A Quick Guide To Accurately Size Air Compressor Tanks.”
Optimizing Air Compressor Capacity Control
I’m a controls guy. Have been for many years.
And, like most controls guys, I can talk for hours about the different kinds of controls you can use on your air compressors. You know, variable displacement, poppet, spiral, variable-speed, load/no load.
Most of us think that we need those kinds of controls because demand is so variable. And there is some truth to that.
But here’s the thing: in most cases, you really wouldn’t need all those controls if you had enough storage.
And most people won’t add enough. They can’t bring themselves to give their systems the storage they need. I get it, there’s a big tank sitting there, taking up precious floor space, empty (except for compressed air). And plant people hate that.
But the less storage they have, the more controls they need. A compressor cannot ramp up and add pressure as quickly as a flow-controlled storage tank can.
The best approach is to work with a compressed air consultant you trust to help you balance storage and controls to optimize your system’s operation. As we’ve mentioned, the choices you make about storage and controls can determine your company’s success in achieving broader objectives such as reliability, energy efficiency and cost efficiency.
We want you to have expert help available to optimize your system, maximizing efficiency and minimizing downtime.
That’s why we work with a nationwide network of independent distributors, who can provide the on-site help and consultation you need to make these critical decisions about air compressor capacity control and storage.
They offer expert guidance, faster response times and personalized support tailored to your needs. They don’t just sell compressors—they build relationships, ensuring you get the right system, reliable service and quick access to parts when you need them most.
Find a compressed air professional near you. Or contact us directly.
Key Takeaways
- Start/stop control is pretty basic air compressor capacity control. It’s either on or off.
- Load/no load has three different phases of operation: load, no load and off. When your compressor is in the no load phase, it’s idling, its most inefficient state.
- Modulation changes the amount of air your compressor processes by opening or closing its inlet valve.
- The variable capacity/displacement airend approach uses bypass ports or other methods to change the size of the compression chamber.
- VFDs and VSDs adjust the speed of your air compressor’s motor, based on input from sensors throughout your system.
- In network control, compressors are networked to automatically cycle through stop/start, load/no load, modulate and variable-speed modes.
- Most air compressor capacity control techniques require appropriately sized storage tanks.
Further Reading
“How a Multi-Compressor System Can Help You Reduce Compressor Downtime.” We explain how a multi-compressor system can add reliability and stability to your compressed air system.
“Why We Have To Stop Trashing Air Compressor Modulation.” Kaishan believes modulation still has value in some circumstances, especially where new technologies like variable-speed / variable-frequency drives have limitations.
“How Often Should an Air Compressor Cycle?” More information on reducing the number of times your compressor cycles.
Frequently Asked Questions
Load/no load control turns the compressor on and off (loaded/no load) based on system pressure—simple and reliable, but energy-inefficient when the compressor idles unloaded. Modulation gradually closes the inlet valve to reduce output without stopping the motor—more efficient for variable demand but requiring more sophisticated controls.
- Choose load/no load if: Your facility has steady, predictable demand throughout the day.
- Choose modulation if: Your demand fluctuates moderately and you want better efficiency than load/no load without the capital expense of a VFD.
VFDs typically deliver energy savings of 25–85% compared to traditional loaded/no load systems, depending on your facility’s demand variability and operating patterns. The actual savings depend on how much your demand fluctuates—the more variable your demand, the greater the potential savings.
- Example: A 25 HP compressor running 8,000 hours annually could save typical electric rates with a 30% efficiency improvement alone.
- Payback period: Most facilities see VFD investments pay back within two to five years, making them financially attractive for long-term operations.
Yes, but not dramatically. Load/no load and modulation systems rely on mechanical components (valves, solenoids, pressure switches) that need regular inspection and calibration. VFD systems add electronic components but reduce mechanical stress on your compressor by eliminating shock loads from rapid load/no load cycles.
- Practical impact: You’ll likely need technicians trained in VFD diagnostics if you upgrade, but the maintenance burden is generally manageable for facilities with competent maintenance teams. Most manufacturers provide solid training and support.
Track these key performance indicators (KPIs):
- Discharge pressure stability: Pressure swings larger than 10 percent of your target indicate control issues.
- Loaded vs. unloaded run time: Compare how much time your compressor spends in each state against your facility’s actual demand.
- Energy consumption per unit of air: Calculate compressed air cost (total electricity divided by cubic feet per minute delivered) to benchmark against industry standards.
- System leakage: Check for compressed air loss, which forces your capacity control to work harder.
- Action step: Conduct a system audit to establish baseline metrics, then monitor trends over time.
It depends on the compressor’s remaining useful life and your facility’s growth plans. If the compressor itself is nearing retirement (typically 15+ years for industrial models), upgrading controls alone might not make financial sense. However, if the compressor is relatively new or in mid-life, upgrading the controls can improve operational efficiency and extend its lifespan.
- Consider: Modern capacity control upgrades can reduce thermal and mechanical stress on older compressors, potentially adding years of useful life while improving efficiency.
- Better approach: Conduct a total cost of ownership analysis that factors in the compressor’s remaining life, potential control upgrade costs and projected energy savings.
Absolutely. Modern control systems, especially those using advanced mechanical controls or electronic coordination, can effectively manage multiple compressors across large facilities. This is called “master control” and allows you to:
- Optimize which compressor(s) run based on current demand
- Balance run time across multiple units to extend equipment life
- Stage compressors on and off efficiently during demand spikes
Benefit: Master control systems prevent oversizing while maintaining reliability, and they’re particularly valuable for facilities with distributed compressed air production.
Follow these steps in order:
- Conduct a system audit to understand your actual air demand patterns over a full operating week, including seasonal variations.
- Identify inefficiencies beyond capacity control—leaks, demand-side equipment running at excessive pressure or oversized compressors.
- Calculate ROI for proposed upgrades using real energy consumption data and realistic cost assumptions.
- Consider future growth and ensure your control strategy accommodates planned production expansion.
- Consult with experts from your compressor manufacturer or a compressed-air specialist to validate your upgrade strategy against your facility’s specific requirements.
- Most important: Don’t skip the audit. It’s the foundation for any good decision and often reveals quick-win efficiency improvements that don’t require capital investment.
Listen to the Podcast Version



The control problem nobody sees
[matter-of-fact] Welcome to the show. Lisa, I’ve seen plants spend real money chasing the wrong problem, because the compressor looked fine, the pressure gauge looked fine, and meanwhile that machine was burning power and beating itself up just trying to keep up with a demand pattern nobody had actually measured.[curious] And that phrase right there -- “looked fine” -- that’s the trap, right? Because if the header pressure still lands where people want it, they assume the control strategy must be working. But behind that, you can have short cycling, pressure swings, and a motor starting way too often.
[reflective] Exactly. Air compressor capacity control is not just on/off logic. It’s output matched to demand. That’s the job. And when that match is bad, the costs show up in ugly places: wasted energy, unstable pressure, overheated motors, moisture from equipment not staying hot long enough, and parts wearing out before they should.
[questioning tone] So when somebody says, “Just tell me the BEST control method,” your answer is... what, “that depends”? Which I know people hate hearing. [laughs]
[chuckles] They do hate it. But yeah -- it depends on the job. If you’re on a drilling rig, for example, simple and reliable may matter more than squeezing every last kilowatt-hour out of the machine. In a plant with variable demand and high power costs, energy efficiency might be the whole game.
[reflective] That drilling rig example is useful, because it gets at the real tension. Reliability versus efficiency. Not always, but often. People want one answer when the honest answer is more like, “What failure hurts you more -- wasted power or unstable operation?”
[firm] Right. And I’d add one more thing. Bad controls can hide behind “good enough” pressure for a long time. A compressor can still hit pressure while idling inefficiently, cycling too fast, or running in a control mode that just does not fit the demand profile. So the machine looks obedient... while the electric bill tells the truth.
What System Thinking Actually Changes
[energized] Okay, let’s do the practical walk-through. If somebody’s standing in front of a compressor room and trying to make sense of the options, start with the simplest one.Start/stop. Dead simple. The pressure switch says go, it starts. Pressure reaches the setpoint, it stops. That works for low duty cycles. Small reciprocating compressors, classic case. But if that unit is starting and stopping constantly, that’s short cycling -- or rapid cycling -- and now you’re heating up the motor, increasing wear, and setting yourself up for moisture problems because the airend never stays hot long enough.
[skeptical] So “simple” can turn into expensive pretty fast. If it’s banging on and off all day, that simplicity is fake.
That’s exactly it. Then you’ve got load/no load. Three states: loaded, unloaded, off. In the unloaded state, the inlet valve is closed, but on a fixed-speed unit the motor is still spinning at full speed. It’s not making air. It’s just idling.
And the number people need to remember there is 40%. An idling compressor can draw up to 40% of the power it uses at full load... while doing basically nothing useful. That one sticks with me.
[emphatic] Yep. Up to 40%. That’s why load/no load can be brutal if it’s not applied right. It works best when the machine is near full capacity most of the time -- like a base-load unit in a multi-compressor setup. But without enough flow control and storage, it can become the most inefficient option on the floor.
Okay, now here’s where I think people get whiplash. Because they hear that and go, “Fine, then modulation.” And modulation does sound smarter.
[matter-of-fact] Smarter in some cases, yes. Modulation changes output by opening and closing the inlet valve, so now you’ve got full load, no load, off, and partial load -- roughly 20% to 99%. The upside is reliability. It protects the compressor from short cycling because the motor keeps running while the inlet valve does the work.
But the partial-load penalty is real. When you partially close that inlet valve, you create vacuum at the inlet, which means more horsepower to compress the air. So this is where I push back on people who act like modulation is automatically outdated. It’s not elegant on energy, but it can be exactly the right answer when you need steady, rugged operation.
[responds quickly] I’ll push back on your pushback a little. Modulation is reliable, yes. And in the wrong -- or maybe I should say the real-world -- sizing situation, where the compressor isn’t properly sized and storage is thin, it may be absolutely necessary. But if you’ve got the right application for a VFD, I’m taking the VFD every time.
[laughs] There it is. Knew you were going there. All right -- make the VFD case, but make it honest.
VFDs, or VSDs, adjust motor speed based on system sensors. So instead of wasting energy unloading or throttling, they slow the motor to match demand. In the RIGHT application, they can cut energy use by about 33%. They also hold header pressure very tight -- within 1 PSIG -- and they give you soft starts and stops with very little inrush current. That’s why they make excellent trim compressors.
The 1 PSIG part matters. If you’ve lived with a system bouncing all over the place, “within 1 PSIG” sounds almost... civilized. [chuckles] But you said “right application” in caps, basically. What’s the catch?
The catch is they’re not magic. Oil-flooded VFDs are acceptable around 21% to 40%, ideal around 41% to 70%, and then good above that. Oil-free units really want to live higher -- acceptable around 41% to 70%, ideal around 71% to 100%. So if somebody expects perfect efficiency down at the basement of turndown, that’s not how it works.
And environment matters too. Dirt and dust can clog cooling passages, high ambient temperature stresses components, wet environments invite corrosion. So this is not “install drive, walk away forever.” Jason Reed Correct. Same goes for variable-capacity or variable-displacement airends. Turn valves, spiral valves, poppet valves -- different ways of changing the compression chamber so the machine compresses only the air needed. That avoids a lot of modulation’s inefficiency. At 81% capacity, a variable-capacity compressor might use 83% of full-load power, versus 96% for a modulating unit.
Eighty-three versus 96 -- that’s not rounding error. That’s the kind of number that changes a utility bill. But there’s a maintenance angle too, right?
Yeah. Those valves can stick. And when that happens, pressure drops, airflow drops, the unit can overheat. Sometimes the tell is amperage. You’ve gotta actually measure what the compressor is pulling, not just guess from how it sounds.
So the practical takeaway so far is kind of unglamorous: there is no perfect mode. There’s only fit. Start/stop for the right low-duty situation. Load/no load when a base-load machine is staying busy. Modulation when reliability and anti-cycling matter more than part-load efficiency. VFD when the demand band and environment make sense. And variable-capacity if you understand the mechanism and maintain it.
Why storage and system control change everything
Now here’s the part people skip, and honestly it changes everything: storage. Most of these control methods depend on receiver tanks more than folks want to admit. If you don’t have enough storage, demand hits fast, everybody calls for air at once, and the compressor starts reacting instead of operating.[reflective] I love this point because it’s boring -- and because it saves people money. The rule of thumb from CAGI is eight to ten gallons of storage for every CFM from the largest compressor. Eight to ten gallons per CFM. That is not a tiny tank tucked in the corner.
Nope. And there isn’t really storage unless there’s a pressure difference between the tank and the demand side. That’s why pressure-flow control matters. The flow controller sits between supply and demand, and when there’s a fast event, it releases supplemental air from storage to keep production pressure stable.
So let me say it back and you tell me if I’m mangling it. [pauses] The compressor is too slow to react to sudden demand, but the tank is not. The flow controller lets the tank protect the plant while the compressor catches up.
[approving] That’s it. The flow controller maintains system pressure; the compressor maintains tank pressure. Once you understand that, a lot of bad control decisions start to look obvious.
And it also explains why “we have a VFD, so we don’t need storage” is just... wrong. A drive still can’t teleport air into the header. It reacts, but it does not react instantly.
Exactly. Now layer in multiple compressors. Base-load, trim, backup. A master controller can network them and hold system pressure in a tight band -- sometimes as low as plus or minus 2 PSIG -- which is great compared with the old cascading setup where units sit at staggered pressure levels and waste energy.
But plus or minus 2 PSIG is not a permission slip to stop thinking. Because if your lead machine fails right when you’re at the bottom of that band, pressure can fall fast while the standby unit is still coming online and running through its startup sequence.
[serious] That’s the risk. And if critical processes are close to shutdown pressure, you can lose production before anybody in the room even understands what happened. Master controls are powerful. They are not “fix it and forget it.”
Which brings us back to the least flashy truth in the whole conversation: a smart compressed air system is balanced. Control method, storage, actual demand pattern, and the kind of pressure stability the process really needs. Not the kind people assume it needs.
[calm] Yeah. If I had to leave one thing with people, it’s this: the smartest capacity strategy usually isn’t the fanciest control package. It’s the one that keeps pressure stable, avoids short cycling, and uses storage to do the fast work the compressor physically can’t do.
[warmly] And if you’re choosing between a clever answer and an honest demand profile, pick the demand profile. That’s where the truth is.
That’s the show.