


The Five Pillars of Air Compressor Efficiency
April 15, 2026Air Compressor Turndown Capability: The Less-Than-Perfect Way to Deal with Compressed Air Demand Variation
By John Schmitt, Marketing Product Manager | April 22, 2026 | Uncategorized

Multiple shifts? Inconsistent workflows? Seasonal variations? There are many reasons why a business can experience fluctuating demand for compressed air. And thus, it’s why they’re interested in air compressors with turndown capability.
While some companies experience stable demand month after month, those are the exception. Most companies have at least some variability in demand, especially across different shifts.
As a result, having greater air compressor turndown capability—the ability to match your compressor’s output to system demand without wasting energy—looks like a good deal. It seems to promise insurance against variability in demand.
So, the good news is that compressed air turndown capability addresses a real-world problem: how to handle variations in demand.
The bad news is that it is not an efficient way to handle those fluctuations.
And the even worse news is that it may be harmful, lulling you into a false sense of security while actually damaging your system.
Let’s walk through how that works.
The Mechanics of Turndown
A lot depends on the control mode you’re using. Different control modes handle variations in demand in different ways:
- Start/stop. If your system is operating in start/stop mode, there’s no middle ground. It’s either on or off. So, if demand drops, your system shuts off. And when the pressure drops below the established setpoint, it kicks on again. Simple enough, but very problematic. Most motors have a limit on the number of starts per hour. If you exceed that, you’ll burn out the motor. A system with a lot of fluctuations probably will do that over time.
- Load/no-load. Operating in load/no-load? It may be a little better than start/stop, in that your compressor idles rather than shutting off. But that means it’s not producing air, and it still consumes about 35% of the power at full capacity. So, it’s not very efficient. And, when an oil-lubricated rotary screw compressor. is in unload mode, you lose the heat of compression, so water will condense out of the compressor’s oil, causing significant damage. For full details on what that might mean, read our blog post, “Water: The Compressor Killer.”
- Modulation. Modulation is another slight improvement, adjusting the inlet valve in proportion to the system demand. It opens the valve to allow the maximum amount of air into the compressor and closes it to reduce the incoming air. It is most effective between 40% and 100% of capacity, but, once again, there is a hit to efficiency, due to energy loss, pressure drop and slight inefficiencies during operation. It can keep your pressure band around 3 PSIG to 5 PSIG, much tighter than the 10-PSIG gap for load/no-load. For more details, download our white paper, “Why We Have to Stop Trashing Air Compressor Modulation.”
- Variable-speed drive. Air compressors equipped with VSDs provide the best turndown capacity, adding soft starts and a pressure band as tight as 2 PSIG. And while you may qualify for rebates from government entities or utilities, they are not for everyone. We recommend them most between 20% and 80% of capacity (and not below 40% for oil-free compressors). Read our blog post for the full story on “When To Use a VSD on a Rotary Screw Air Compressor.”
Even with a VSD, however, having a wide turndown capacity is not the best solution for an application with frequent demand fluctuations.
Not a Substitute for Right-Sizing
We’re asking a lot from an air compressor if we expect it to deliver compressed air efficiently and reliably over a wide turndown range.
Over the years, we’ve found that having a wide turndown capacity is not a substitute for right-sizing your compressor.
If you’re considering oversizing a compressor to handle an extremely broad capacity range, we have one word of advice: DON’T!
Oversizing is, in fact, one of the leading causes of compressor failure.
So, what’s the solution?
We’ve found the best alternative is a multi-compressor system that not only covers a wide capacity range, but also adds reliability and stability to your compressed air system. You might have three or more compressors.
Here’s how a multi-compressor system works:
- A base-load compressor meets your system’s minimum compressed air load. Its output does not fluctuate as demand changes. Instead, it runs full-bore—at 100% capacity—or it turns off. Depending on the amount of flow you need, you could use either a rotary screw compressor or even a centrifugal air compressor as a base-load unit.
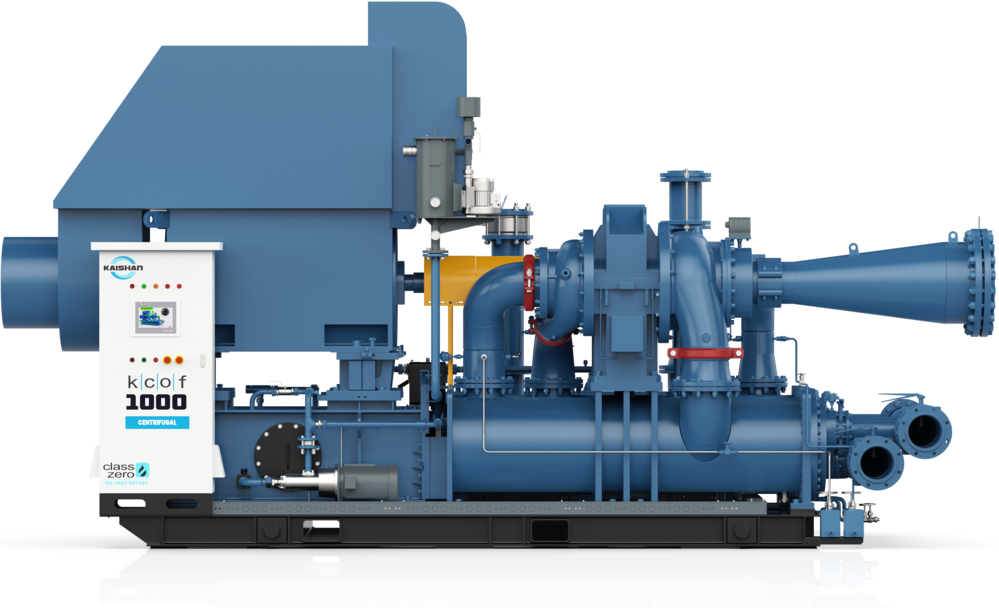
For facilities with high volumes, Kaishan’s KCOF centrifugal air compressors are extremely efficient base-load compressors.
- A trim compressor handles demand fluctuations above the base unit. Since the flow rate will rise and fall depending on your system's needs, rotary screw compressors equipped with variable-speed drives are a natural fit for this application.

Kaishan’s KRSP2 premium, two-stage rotary screw air compressors equipped with variable-speed drives are an excellent choice for trim compressors. They are also a good selection for base-load units.
- A backup compressor is on standby if a base-load or trim unit goes offline. To fill in appropriately, it should be the same size as the base-load compressor.
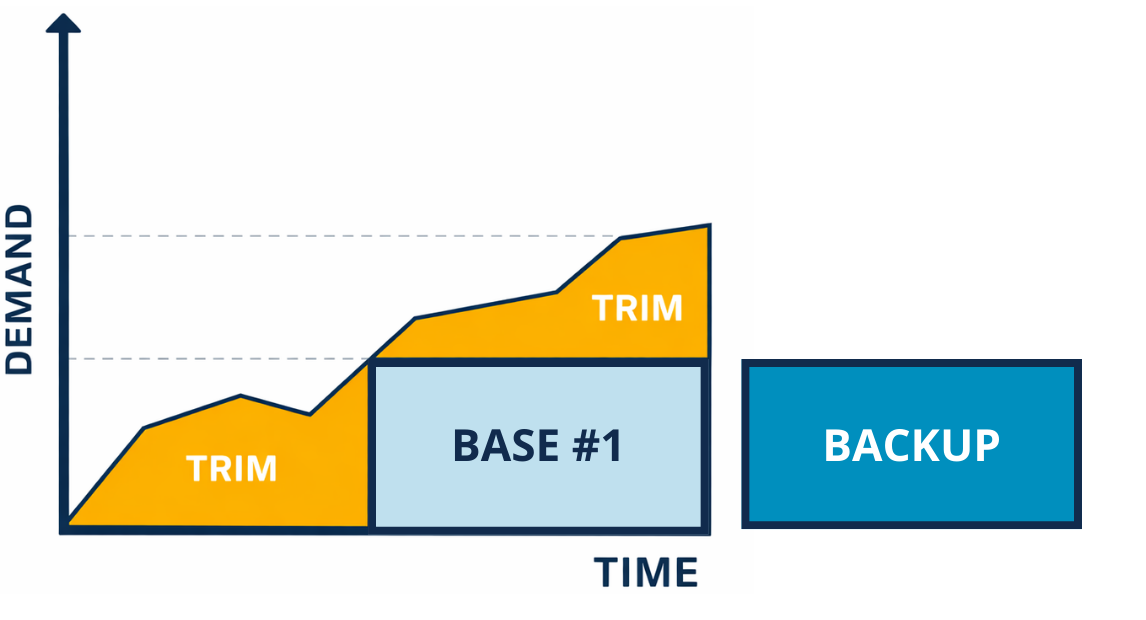
Finally, the system viewed as a whole. You can even put a backup compressor on standby in case a base-load or trim unit goes offline. To fill in appropriately, it should be the same size as the base-load compressor.
Configuring your compressed air system this way virtually eliminates unplanned downtime, which, in the real world, is the biggest (and most avoidable) expense associated with your compressed air system. A highly reliable backup, usually a rotary screw compressor, stands by as a backup should a base-load or trim unit fail, keeping both pressure (PSIG) and flow (CFM) more consistent and reliable.
For most companies, avoiding a day of downtime more than justifies the additional expense of a multi-compressor system. And while you may be reluctant to invest in additional units, remember that equipment costs are only a 12% fraction of the total lifetime costs of owning an industrial air compressor, according to the U.S. Department of Energy.
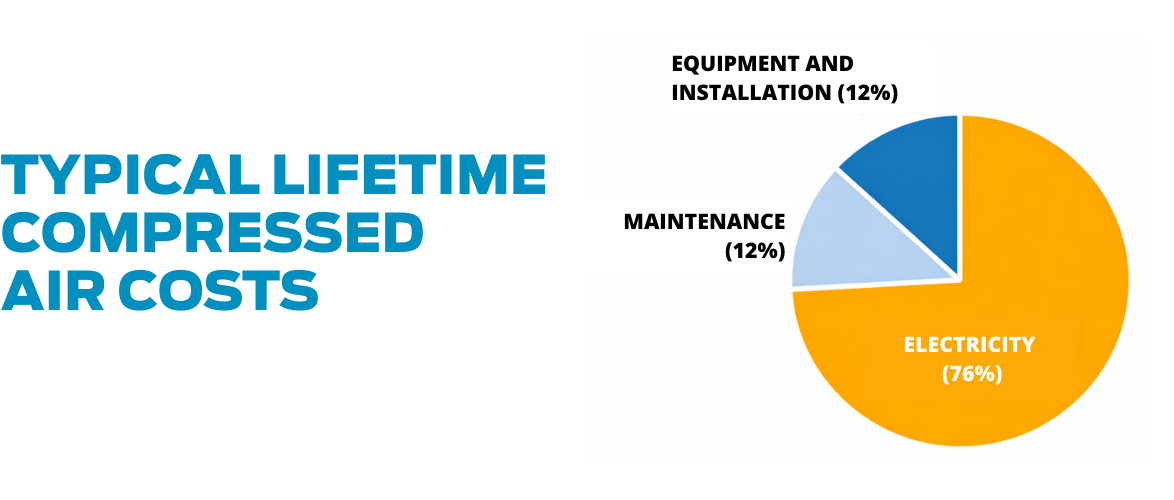
Equipment costs are only 12% of the total lifetime costs of owning an industrial air compressor, according to the U.S. Department of Energy.
Other Benefits of a Multi-Compressor System
In addition to reliability, there are several other significant advantages of a multi-compressor system:
- Reduce maintenance costs. You can rotate your base-load, trim and backup compressors in and out of service to even out the hours. That will extend your service hours since the compressors will require service less frequently. Instead of quarterly, for example, you may be able to perform routine service semiannually.
- Save electricity. If your demand doesn’t vary that much (staying above 80% of capacity), using a single fixed-speed compressor will be most energy efficient. But most plants experience more variation than that. So, in those instances, two smaller compressors will be more energy efficient. And since a large portion of the total cost of ownership of an industrial air compressor comes from electrical bills, even a slight improvement in energy use could ultimately save you the price of a backup. Using a trim compressor will also allow you to maximize energy efficiency. You’re not wasting air and not cycling your fixed-speed compressor.
- Avoid emergency services. Plants without backup units often rent portable diesel units when a main compressor breaks down. Energy costs for a diesel backup run at least twice as high as those for an electric unit. There are also significant maintenance and operating costs. Not to mention the health impact: diesel fumes contain pollutants and fine particles that can cause lung irritations, headaches and fatigue. Long-term exposure had been linked to lung cancer and cardiovascular problems.
- Extend equipment life. Distributing the hours more evenly will help extend the lifespan of your compressors.
For more on multi-compressor systems, read our blog post, “How A Multi-Compressor System Can Help You Reduce Compressor Downtime.”
To manage the system, especially if you’re including a VSD, you may need additional controls to cascade the different units.
Learn more about air compressor load sharing and cascading multiple compressors in our blog post, “How Lowering the Pressure Band of Your Compressed Air System Can Save You Money.”
With these more advanced systems, it’s wise to seek assistance from a compressed air professional.
Need Help Meeting a Variable Demand?
Finding the best way to create the compressed air turndown capability you need in your operation could well determine your success in achieving the reliability, energy efficiency and cost effectiveness you need. And potentially deliver significant competitive advantage.
If you determine that a VSD, a multi-compressor configuration or even cascading is the best approach, we strongly recommend that you work with your local compressed air professional, who provides the on-site consultation and assistance you really need to make a variable-demand solution work.
Find a compressed air professional near you. Or contact us directly.
Key Takeaways
- Most companies have some variability in compressed air demand, especially across shifts.
- Compressed-air turndown capability addresses the real-world problem of handling compressed air demand variations.
- However, relying on air compressor turndown capability may not be the most efficient way to handle demand fluctuations.
- Different control modes handle compressed air demand variations in different ways.
- Having a wide turndown capacity is not a substitute for right-sizing your compressor.
- The best alternative is a multi-compressor system that not only covers a wide capacity range but also adds reliability and stability to your compressed air system.
Further Reading
“How A Multi-Compressor System Can Help You Reduce Compressor Downtime." More information on multi-compressor systems, including more on the use of VSDs.
“How Lowering the Pressure Band of Your Compressed Air System Can Save You Money.” Learn more about air compressor load sharing and cascading multiple compressors.
“Water: The Compressor Killer.” More details on the negative impacts water has on your air compressor.
“When To Use a VSD on a Rotary Screw Air Compressor.” We walk you through the advantages and disadvantages of VSDs and show you how to avoid the pitfalls.
“Why We Have to Stop Trashing Air Compressor Modulation.” Over the past few years, it has become fashionable in compressed air circles to trash modulation. We offer a defense of modulation, which we believe still has value in some circumstances, especially where new technologies like variable-speed/variable-frequency drives have limitations.
Frequently Asked Questions
Listen to the Podcast Version



Why Turndown Capability Matters in the Real World
Welcome back to The Big Dog Podcast. I'm Jason Reed, here with Lisa Saunders, and today we're talking about turndown capability. Which sounds like one of those terms people toss around in meetings like everybody already knows what it means. [chuckles][warmly] Yeah, and a lot of folks kind of nod along because, sure, it sounds intuitive. Demand goes up, demand goes down, so you want the compressor to follow it. Fair enough. But the real question is what that actually looks like in a plant.
Right. Because in the real world, compressed air demand is almost never perfectly flat. Maybe first shift is full production, second shift is lighter, third shift is basically cleanup and a skeleton crew. Or you've got one line that runs hard on Monday and then slows down by Thursday. Happens all the time.
Seasonality too. Some facilities are slammed for part of the year and then much quieter the rest of it. And even inside one day, demand can bounce around just because operators are using tools differently, automation cycles are changing, or certain equipment only runs in batches.
Exactly. So if your air use is moving around, you start looking for a compressor that can move with it. That's where turndown capability comes in. Simple definition: it's the compressor's ability to reduce or increase output to match system demand without just burning power for no reason.
And that's the important part. Not just following demand, but following demand efficiently. Because a compressor that's technically responding, but doing it badly, isn't really helping you all that much. It's just surviving the swings.
Good way to put it. I mean, if you've got a unit that can run across a broad range, that sounds great on paper. It feels like insurance. You think, okay, demand's unpredictable, this machine will cover me.
And to be fair, it does solve a real problem. We're not saying variable demand is fake or overblown. Most plants do have it. So wanting turndown is not some bad idea. It's a practical reaction to what people see every day on the floor.
But here's the part people skip over. More turndown is useful. It is not automatically the best fix. Those are two different statements.
Yes. Because if the strategy becomes, let's just buy one machine and make it handle everything from really low demand to peak demand, now you're asking a lot from one compressor. Sometimes too much.
And that usually leads to one of two problems. Either you're wasting energy at part load, or you're setting yourself up for reliability issues. Sometimes both, if we're being honest.
Also, wider turndown can make people feel safer than they actually are. Like, we've got plenty of range, so we're covered. But if the system is poorly matched, oversized, or controlled the wrong way, you can still have unstable pressure, excessive cycling, moisture issues, maintenance headaches... all the fun stuff.
Yeah, that false sense of security is expensive. And I know we say this a lot, but compressed air problems rarely stay in the compressor room. They show up in production, in scrap, in downtime, in operators complaining that tools feel weak.
Or in electric bills. Let's not forget that one. Equipment cost is only a slice of what you spend over the life of a compressor system. Electricity is the big piece, so inefficiency adds up fast.
So the setup for this whole conversation is pretty simple. Demand variation is real. Turndown capability matters. But if you treat wide turndown like a cure-all, you're probably gonna make decisions that cost more than they save.
And in the next part, we'll get into the common control methods, where they help, where they don't, and why a lot of plants are better off thinking in terms of system design, not just one compressor with a big operating range.
Why a Wider Turndown Range Isn’t the Whole Answer
Alright, let's walk through the usual control approaches, because this is where the conversation gets real. Start with start-stop. Pretty much what it sounds like. Compressor runs, demand drops, it shuts off. Pressure falls, it starts again.Simple, but not always kind to the motor. If demand fluctuates a lot, that unit can start too often, and motors have limits on starts per hour. Blow past that enough times and you're asking for trouble.
Next is load-no-load. Instead of shutting off, the compressor idles when it isn't making air. Sounds better, and sometimes it is better, but unloaded doesn't mean free. It can still pull about 35 percent of full-load power while producing nothing.
Which is why people get surprised by the energy bill. They think, well, it wasn't loaded much. Okay, but it was still consuming power. And with oil-lubricated rotary screw compressors, unload conditions can create another issue: you lose the heat of compression, water can condense out in the oil, and that can damage the machine.
That's one of those details people miss. They look at controls as an efficiency discussion only. It's also a machine health discussion.
Then you've got modulation. That adjusts the inlet valve in proportion to demand. It's generally most effective from about 40 to 100 percent of capacity, and it can hold a tighter pressure band than load-no-load, something like 3 to 5 PSIG instead of around 10 PSIG.
But there's still an efficiency hit. Energy loss, pressure drop, small operating inefficiencies. So, better control in some situations, yes. Perfect answer, no.
And then the one everybody wants to jump to: VSD, variable-speed drive. [excited] Best turndown of the bunch, soft starts, very tight pressure control, around 2 PSIG. For variable demand, it can be a strong option.
But not for everybody. Usually makes the most sense in a certain operating window, roughly 20 to 80 percent of capacity. And for oil-free units, not below 40 percent. So again, not magic.
Right, and this is where people go off track. They say, fine, let's just buy one bigger compressor with a wide range and cover everything. Don't do that. Oversizing is a leading cause of compressor failure, and it's a lousy substitute for proper system design.
Yep. If you're oversizing one machine to handle your lowest lows and highest highs, chances are it'll spend too much time operating in the wrong part of its range. That's bad for efficiency, bad for reliability, and bad for your maintenance team.
A stronger long-term approach is often a multi-compressor setup. One base-load unit handles the minimum steady demand. That machine either runs hard or turns off. Then a trim compressor, often a rotary screw with a VSD, handles the ups and downs above that base load.
And then you keep a backup unit on standby in case the base or trim machine goes offline. Ideally, that backup is sized to step in properly. That's the part that can save your neck when something fails on a Tuesday morning and production doesn't care that maintenance is still troubleshooting.
Exactly. A multi-compressor system gives you range, but also stability and redundancy. You can rotate hours between machines, reduce maintenance frequency, spread wear more evenly, and avoid scrambling for emergency rental equipment.
And from an energy standpoint, two smaller compressors are often better than one oversized machine when demand moves around. If demand stays really high and steady, a single fixed-speed unit may be most efficient. But most plants aren't that steady. That's the catch.
One more thing: if you're building a system like this, controls matter. Cascading units and load sharing get more important, especially if a VSD is involved. So this is usually where getting a compressed air professional involved is worth it.
Bottom line, don't confuse wide turndown with a complete solution. Match the control method to the demand profile, don't oversize out of fear, and think in systems, not just single machines.
That's the takeaway. Jason, good one today.
Appreciate it, Lisa. And we'll keep digging into the stuff that actually helps on the plant floor. Thanks for listening.
See you next time. Bye, Jason.
See ya, Lisa.
